





Understanding the pressure requirements to fill and pack a part is a key to developing a reasonable processing window and higher quality of part.
When using a Scientific Molding procedure, parts are filled to around 95% in the first injection stage (Just short).
When the part is short we know the plastic pressure at the end of flow is zero.
To find the plastic pressure in each stage, we need to multiply the pressure at the transfer point (psi) × the intensification ratio of the machine.
By doing this we can find the pressure needed to make a slightly short shot in PSI.
If we at this point use more pressure that we would like, what can be done?
The flow path is known: Plastic traveled through the nozzle, sprue, runner, gate, and finally filled the part.
How much “plastic” pressure did each of these paths use up?
To find out the pressure loss for each part of the flow path, we need to make a few short shots.
Adjust the cutoff or transfer position to push the flow through just the stages below:
• 0 (Always add an origo point of 0 pressure)
• Nozzle
• Sprue
• P Runner
• S Runner
• T Runner
• Through Gate
• 50% Part Fill
• EOF
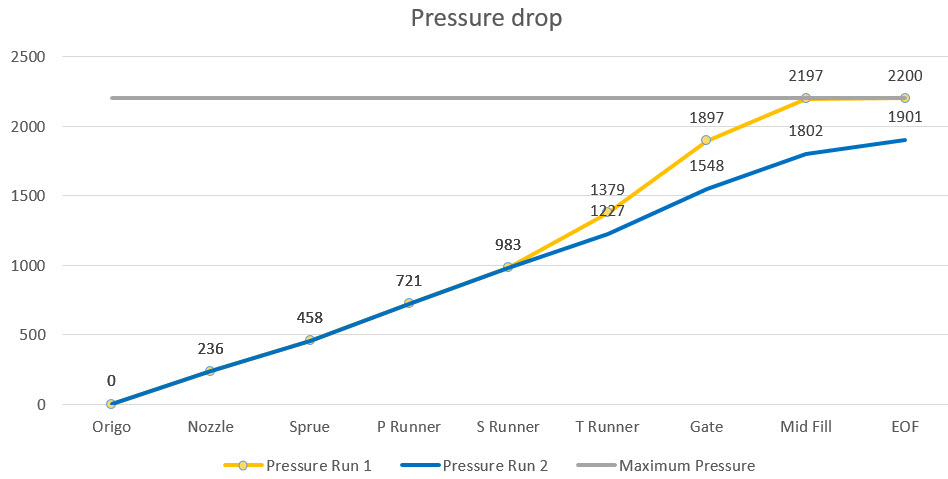
Below is an example of a pressure study done before and after modifications of the tertiary runner and the gate:
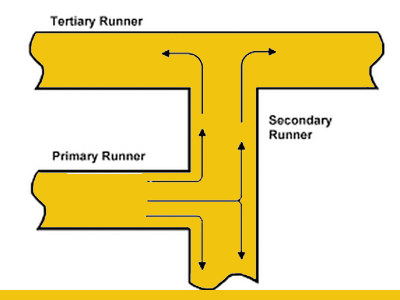
P-S-T Runners explained below:
Guiding rules of thumb:
The maximum required injection pressure should not be more than 80% of the maximum available pressure on the molding machine.
Avoid sudden increases in pressures between sections. The transitions should be as smooth as possible.
Normally you can not do anything about the part without your client’s permission, and the gate needs to be within normal limits.
The sprue and runner however are ripe for alterations.
But don’t simply open up the runner: The pressure loss will be less, but a larger runner also provides less shear, which will actually increase the viscosity of the polymer and wastes resin. You need to make a shear thinning analysis to make sure you take the correct decision.
At The Tool Hub we suggest using the FIMMTECH software to simplify the work with your pressure drop study.