



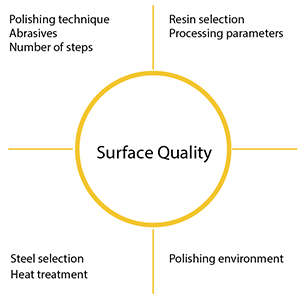
Getting to the desired surface quality takes time patience and know how.
It should be noted that the surface finish of the end product is
not only determined by the tool steel and the applied surface preparation
process, but also the application process itself has a big impact on the
result. Polymers have different material characteristics at plastic moulding
and this will definitely influence the final surface finish
Steel Choice
To produce highly reflective and glossy surfaces ESR-remelted or PM
steels are to be used. However, conventional ingot cast steels can
give a very good surface finish, if both steel manufacturing and
polishing are performed according to a good practice.
Analyses of different micro structures and
steel manufacturing processes clearly prove that the amount
of carbides and non-metallic inclusions have a decisive effect
on the quality of the polished surface.
Therefore steel should only be sourced from sources that are known to take this in to consideration.
Total number of particles per mm2
(oxides + sulphides + carbides + nitrides)
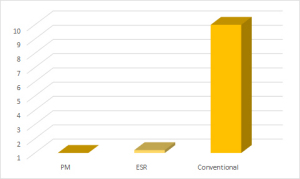
Conventional ingot casting (IC) (Conventional),
Continuous casting (CC) (Conventional),
Electro slag remelting (ESR), and
Powder metallurgy (PM)
The oxides quantity does not vary much between the 4 production methods however the carbides and sulphides are more common in IC and CC (the oxide size is normally smaller in ESR and PM).
This is what makes the ESR and PM steels more suitable for mirror finish polishing.
We can strongly recommend these 2 steels as good value high polish-ability steels:
DAIDO NAK80 – Ni-Cu-Al – ESR Steel – (37 – 43HRC)
DAIDO S-Star – SUS420J2 Modified – ESR Steel – (53HRC)
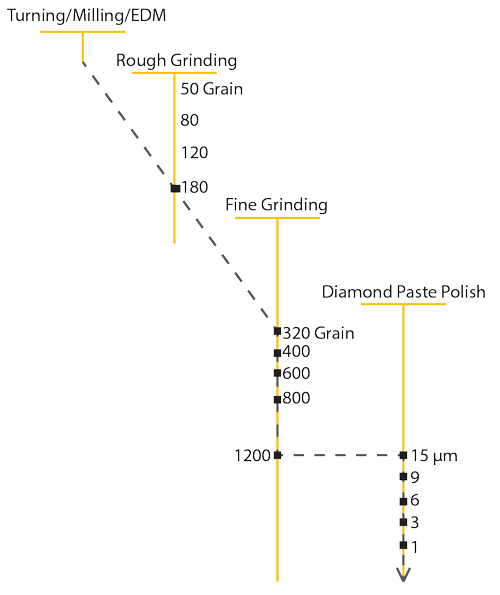
Polishing Technique
At The Tool Hub we recommend to use an 11 or 12 step polishing method to minimize surface defects.
| STEP | TECHNIQUE | TYPE OF TOOL | LUBRICATION | |
| 1 | Hand-held unit | Stone | 320 | Dielectric oil |
| 2 | Hand-held unit | Stone | 400 | Dielectric oil |
| 3 | Hand-held unit | Stone | 600 | Dielectric oil |
| 4 | Hand-held unit | Paper | 400 | Dry |
| 5 | Hand-held unit | Paper | 600 | Dry |
| 6 | Hand-held unit | Paper | 800 | Dielectric oil |
| 7 | Hand-held unit (linear) | Brass 5 x 5 mm | DP 9 µm | Dielectric oil |
| 8 | Hand-held unit (linear) | Wood 5 x 5 mm | DP 9 µm | Dielectric oil |
| 9 | Hand-held unit (linear) | Wood 5 x 5 mm | DP 6 µm | Polishing oil |
| 10 | Hand-held unit (rotational) | Hard felt 10 mm | DP 3 µm | Polishing oil |
| 11 | Hand-held unit | Piece of cotton wool | DP 1 µm | Polishing oil |
Example of possible steps
Abrasives
Selecting the right abrasive is an important factor.
It should be selected based on the type of material to polish, the required finish, and lastly on the current polishing step.
Today, the following main groups
of abrasives are normally used:
1. Diamond designation
2. Aluminium oxide designation
3. Silicon carbide designation
4. Boron carbide designation
5. Cubic boron nitride designation
| ABRASIVE | HARDNESS KNOOP |
| Diamond | 7 000 |
| Aluminium oxide | 2 100 |
| Silicon carbide | 2 500 |
| Boron carbide | 2 900 |
| CBN | 4 700 |
At The Tool Hub we recommend using Diamond or Aluminium Oxide in most cases
A comprehensive guide on polish defects has been released by Assab Uddeholm.
It can be downloaded here:
[su_button target=”blank” style=”flat” background=”#f1c40f” color=”#000000″ icon=”icon: cloud-download” icon_color=”#000000″]Download[/su_button]