
[ut_alert color=”greysemi” effect: “slideInUp”]
Our Cornerstone Processes
At The Tool Hub we work with strict standards and clear routines.
We believe that the first step towards excellence is to remove all unclarity and doubts.
Therefore we have broken down our processes in to separate steps with clear handover procedures
[/ut_alert]
[su_spoiler title=”Our Processes In Detail” style=”fancy”]
[su_spoiler title=”TTH OFFER PROCESS”]
A clear and well structured offer is a good start to any project and already at this stage it is important to remove any unclarity.
At TTH we work together with our customer to fully understand their needs and standard requirements before looking at tool layouts and costs.
In case our customer does not yet have a fully developed standard we help to build one using our standards TTH 1 and TTH 2.
Our steps include:
Setting up a clear tool standard including all cost drivers
Setting required tool life
Discussing part requirements, tolerances and surfaces
Deciding on insert material from our list of approved materials and sub suppliers
Setting feed and feed positions
Creating an initial tool layout
Calculating costs based on the above information
Our prices are then clearly communicated in our offer template for tooling and if required part production costs.
If requested our sales engineers are available for pre and post offer meetings. This might be especially useful in case of large or complex projects.
Always included in our offers are:
| TTH DFM reports | TTH Tool debugging |
| TTH Mold Flow reports | TTH Final inspection |
| TTH Tool trials | TTH ISIR reports |
We pride ourselves on consistently creating offers with a very high value at a reasonable cost.
This is achieved by making sure that all requirements are clear, and that production is efficiently run.
[_/su_spoiler]
[su_spoiler title=”TTH PRE ORDER SERVICE”]
Before you place an order with TTH you have the option to call to a meeting with one of our sales engineers. This can be done over phone/skype or in person and is normally the best way to have a structured project start up and to clearly go through all milestones and requirements. Here we will ask you more questions to get the details we need to run a successful project.
We will discuss your material choice, selected production machine etc.
| Material and Shrink rates | Process Parameters |
| Machine Selection | Deadlines |
| Critical Dimensions | Sample Requirements |
[_/su_spoiler]
[su_spoiler title=”TTH TOOL DESIGN MANUAL”]
At The Tool Hub we work with constant improvement in everything we do, but in order to do so we must make sure that we have a solid foundation to stand on. One of those foundations is our Tool Design Manual.
This document guides the design of each tool that we build to ensure that we have a consistant way to create well functioning and highly efficient tools.
The manual consists of 70 points on the general assembly and 45 points on production drawings covering everything from moldbase to cooling to ejection and gate design.
All verified with a checklist for each tool.
[_/su_spoiler]
[su_spoiler title=”TTH DFM AND MOLD FLOW”]
Design for Manufacturing
To ensure that we always have a functional solution before we take the tool design to far, we use a step by step Design for Manufacturing (DFM) process. Here our design team take a deeper look in to the design of both plastic parts and tool components to minimize problems during tool design, but also to save overall project costs.
[su_row]
[su_column size=”1/3″]
Our standard steps are:
Mold Specification
Surface Finishing
Parting Line Design
Draft Angle Analysis
Undercut Features
Slider & Lifter Design
Sub-insert Design
Ejector Design
Engraving Details & Locations
Gate Type, Location & Size
Mold Layout
[/su_column]
[su_column size=”2/3″]
Great feedback on the part design and a good start on the tool construction
[/su_column]
[/su_row]
Mold Flow
We have a very strict method for making MoldFlow analysis on all of our projects.
Our services operates the full suite of Moldflow CAE programs to identify injection molding defects and remedies advice using Moldflow simulation on the smallest medical device to the largest car instrument panel quickly and efficiently. Our included consulting service provides you with practical solutions to most injection molding problems and can help you with for example the below issues:
Optimum Cooling for Cycle Time Savings.
Optimum Gate Position for Minimum Machine Size
Position Weld Line Where You Want Them.
Eliminate Gas Traps, Sink Marks & Burning
Minimize Clamp Force Requirements
Even Part Shrinkage
Gas Injection Simulation
Reduced Warpage at Fast Cycles
[_/su_spoiler]
[su_spoiler title=”TTH TOOL TRIALS”]
For us a tool trial is so much more than just making parts. This is where our engineers can verify all of our good design practices and make sure that our tools do not only produce good parts, but that they function reliably and with the highest possible efficiency.
The processing engineers are trained in all of our methods.
TTH Tool Trial Procedure
A 16 point trial routine that sees to that our tools run reliably and can produce visually good parts. We look at process windows using production material data, balance and gate freeze.
Part Inspection
Using our online reporting system we make on the spot part inspections after each trial.
We look for possible part defects, record them and set up corrective actions in processing and in the tool. To ensure that we work systematically with our process fault finding we are guided by the Plastyfine software package.
Tool Debugging Audit
44 points that are run through during the trial of complex tools where the processing is extra critical. Here we are scientifically setting up the process using a step by step method.
This normally cures surface defects found in our normal trials.
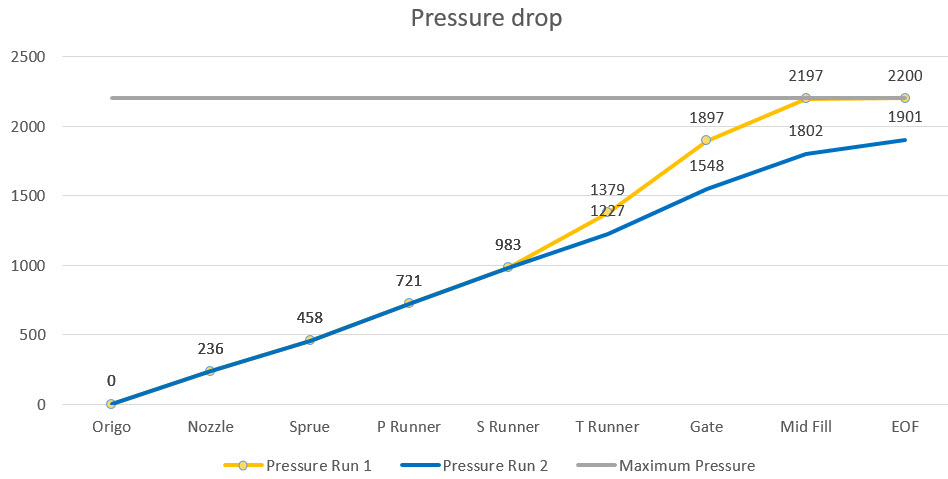
Pressure Drop Analysis
Here we look at pressure drops during stages of injection to ensure that we do not see any sudden changes and that we have a smooth curve through the following points:
Nozzle
Sprue
Primary Runner
Secondary Runner
Through Gate
50% Part Fill
These are then plotted in to a graph and the delta pressure for each filling stage is identified.
Shear Thinning Analysis
The reason to make this analysis is to make sure that we are actually able to inject material fast enough to get maximal shear thinning and therefore much lower tool pressures.
We have to find the spot on the viscosity curve where the relative viscosity Vs shear rate is levelling off. If we cannot achieve an acceptable curve the feed system needs to be looked at.
Dry Run
4 hour dry run and inspection to ensure that there is no abnormal wear on moving parts.
[_/su_spoiler]
[su_spoiler title=”TTH ISIR REPORTS”]
Parts that are within tolerance is one of the most important deliveries in a tooling or part production project. Our way of reporting part size is in the form of an Initial Sample Inspection Report (ISIR).
We use our own formats, and to make sure we are taking accurate measurements we have access to the latest equipment in the industry including CNC driven Coordinate-measuring machines with probes from Reinshaw.
[_/su_spoiler]
[su_spoiler title=”TTH FINAL INSPECTIONS”]
One of the tasks that fall on our ambulating production managers is to do During Production Inspections (DUPRO) and Final Inspections.
Our 48 point final inspections are built on 3 things:
The TTH Tool Desing Manual
The TTH Production Manual
The TTH Tool TS (Technical Specification)
We use our online reporting system to follow a tool through its inspection stages and make sure that we catch and follow up all deviations.
Our aim is to never find deviations this late and therefore we have also implemented inline inspections or as we call them DUPROs.
Our production managers have many years of experience in leading production roles and are highly skilled in practical toolmaking and tool design.
[_/su_spoiler]
[su_spoiler title=”TTH LOGISTICS SUPPORT”]
We have many years of experience in import and export, so full support is available in both directions.
Our Logistics staff constantly help our customers importing plastic material for trials both through our forwarding partner in Hong Kong, and directly in to China.
When we have finalized tools and plastic parts we give our customers multiple delivery options and INCO terms to choose from:
EXW Ex Works
“Ex Works” means that the seller delivers when it places the goods at the disposal of the buyer at the seller’s premises or at another named place (i.e.,works, factory, warehouse, etc.). The seller does not need to load the goods on any collecting vehicle, nor does it need to clear the goods for export, where such clearance is applicable.
DDP Delivered Duty Paid
“Delivered Duty Paid” means that the seller delivers the goods when the goods are placed at the disposal of the buyer, cleared for import on the arriving means of transport ready for unloading at the named place of destination. The seller bears all the costs and risks involved in bringing the goods to the place of destination and has an obligation to clear the goods not only for export but also for import, to pay any duty for both export and import and to carry out all customs formalities.
FOB Free On Board
“Free On Board” means that the seller delivers the goods on board the vessel nominated by the buyer at the named port of shipment or procures the goods already so delivered. The risk of loss of or damage to the goods passes when the goods are on board the vessel, and the buyer bears all costs from that moment onwards.
Plastic Parts
Importing plastic products and samples from China is far from complicated or expensive.
The CPC (Commodity Code) number describes what the goods will be used for in the EU.
Most samples are duty and Vat free, however goods that are being tested are usually classified as only VAT free.
It is therefore important that we know if your parts will be used for testing or if they are only samples to judge production quality.
| Duty | Vat | |
| Samples | No | No |
| Samples for testing | Yes | No |
| Production parts | Yes | Yes |
Importing from outside the EU is subject to a third country duty of 6.50 %.
The CPC code for plastic products is: 3926909790
[_/su_spoiler]
[su_spoiler title=”TTH PRODUCTION MANUAL”]
The correct tool design takes us a long way towards a successful project but it needs to be combined with efficient safe and standardized production methods.
Our production managers have gathered years of best practice and put togehter a comprehensive production manual detailing exactly how our tools are to be manufactured.
This includes all machining steps, fitting, testing, marking and packaging.
From beginning to end.
These are verified in both our DUPROs and Final Inspections.
[_/su_spoiler]
[su_spoiler title=”TTH SITE PRODUCTION MANAGERS”]
All of our production sites have a TTH Production Manager that oversees the daily production.
The task of the PM is to guide and steer each cell and make sure that the safest amd most efficient methods are used in accordance to our production manual.
This starts in the initial production start up meeting and continues to the end of production.
The PM is also responsible for all DUPROs and Final Inspections.
[_/su_spoiler]
[su_spoiler title=”TTH APPROVED SUB SUPPLIERS AND MATERIALS”]
In our industry a tool is never better than its components.
It is therefore crucial that we work with a small number of approved sub suppliers for ancillary equipment and materials.
We have a list of constantly monitored suppliers and material that needs to be used, and any deviations must be clearly stated and approved.
[_/su_spoiler]
[/su_spoiler]