-

Standex Engraving Draft Angles
One of the texture suppliers that we often use is Standex. They make and apply […]
-
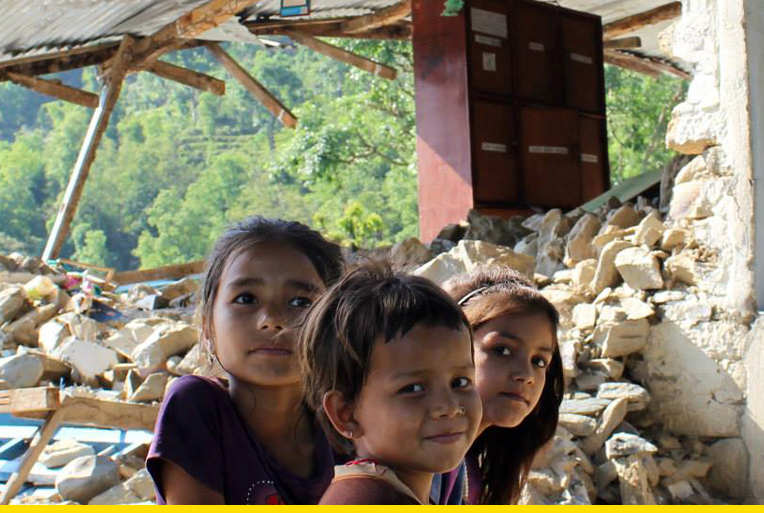
TTH sponsors hospitals and schools
As part of The Tool Hub Corporate Social Responsibility Policy a part of the profits […]
-
The Light guide tool
Please click on the image below to download our short introduction to challenges when manufacturing […]
-
-

PUR-Foaming
There are basically 3 methods for PUR foaming. RIM-process (reaction injection moulding) polyurethane is foamed […]
-
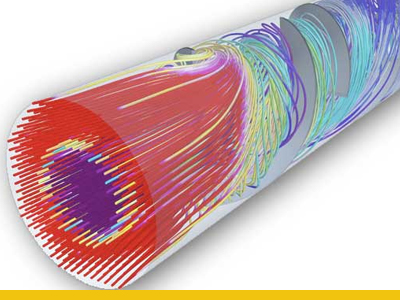
Turbulent Cooling
Injection moulding process is cyclic in characteristic. Cooling time is about 50 to 75% of […]
-
-

Steel grades
A more detailed look at some of our steel grades and their characteristics. Steel Grade […]
Contact : +44 1865 922550 / +46 31 30 88 200
/
e-mail : info@thetoolhub.com
